Profilované plechy sú široko používané v priemyselnej a občianskej výstavbe. Nie sú však vyrábané ručne. Ako je usporiadaná linka na výrobu vlnitej lepenky, aké sú a aké sú rozdiely - ďalej v článku.
Pred priamym zvážením zariadenia, aby ste lepšie pochopili, ako sa určujú jeho vlastnosti, by ste sa mali rozhodnúť, aké typy vlnitej lepenky sú. Koniec koncov, sú to parametre konečného produktu, ktoré určujú výber zariadenia na jeho výrobu.
 Terasa, aj keď má najmenšiu hodnotu zvlnenia (8 mm pri úprave stien), sa ukazuje byť oveľa pevnejšia ako obyčajný, pozinkovaný oceľový plech, z ktorého je vyrobená.
Terasa, aj keď má najmenšiu hodnotu zvlnenia (8 mm pri úprave stien), sa ukazuje byť oveľa pevnejšia ako obyčajný, pozinkovaný oceľový plech, z ktorého je vyrobená.
Je to pozdĺžny reliéf, ktorý poskytuje jeho dodatočnú tuhosť.Preto ho stavitelia široko používajú na rôzne účely: ploty a steny priemyselných budov, ako strešný materiál, na medzipodlažné stropy a dokonca aj ako pevné debnenie.
Steny a strešná krytina z vlnitej lepenky nezaťažujú budovy a majú vynikajúcu tesnosť (poznámka 1).
Prirodzene, rôzne úlohy si vyžadujú rôzne vlastnosti, a teda linky na výrobu vlnitej lepenky.
Všetky technologické informácie o spotrebiteľských kvalitách sú obsiahnuté v samotnom označení vlnitej lepenky, s ktorým je dôležité sa predtým oboznámiť ako si vybrať strechu z vlnitej lepenky.
Na jeho výrobu existuje štátna norma - GOST 24045-94, kde sú registrované všetky vlastnosti odrážajúce sa v značke.
Napríklad C44-1000-0,4 znamená:
- C - účel materiálu
- 44 - výška zvlnenia
- 1000 - užitočná, alebo montážna šírka plechu
- 0,4 - hrúbka použitého kovu
Klasifikácia vlnitej lepenky (poznámka pod čiarou 2):
- S - obklady stien používa sa na stavbu plotov, múrov a priečok
- Na zastrešenie sa používa H - strešná vlnitá lepenka
- HC - používa sa ako strešná krytina a ako vlnitá lepenka na steny
Dôležitá informácia! Na výrobu všetkých štandardných vlnitých plechov sa používa plech šírky 1250 mm. Rôzne šírky konečného produktu (spravidla od 750 do 1150 mm) sú určené odchodom materiálu do výšky zvlnenia: čím vyšší je profil, tým menšia je šírka. Zároveň sa však úmerne zvyšuje aj sila.
Dĺžka plechov v súlade s GOST môže byť od 2,4 pre steny a 3 m pre zmiešané a strešné materiály, až do 12 m pre všetky typy.
Avšak vzhľadom na to, že materiál je valcovaný, na objednávku sú výrobcovia pripravení narezať svoje výrobky na ľubovoľnú veľkosť vhodnú pre zákazníka.
Strešné materiály majú tiež vo väčšine prípadov špeciálnu kapilárnu drenážnu drážku v hornej časti zvlnenia na vonkajšej strane.
Ako surovina na výrobu vlnitej lepenky sa používa iba pozinkovaný valcovaný kov. Môže mať hrúbku 0,35 až 2 mm. Štandardný vonkajší priemer kotúča je 1,2 m, pričom dĺžka plechu v ňom závisí od hrúbky kovu.
Oceľ môže mať buď konvenčný zinkový povlak alebo dodatočnú vrstvu ochrany z laku alebo polyméru.
V tomto prípade môže byť náter aplikovaný jednostranne alebo obojstranne, v prípade obojstrannej aplikácie môže byť vykonaný jedným alebo rôznymi materiálmi.
Dôležitá informácia! Najspoľahlivejšia a najodolnejšia je vlnitá lepenka potiahnutá syntetickými polyesterovými materiálmi. Ale je tiež najdrahší a najzraniteľnejší voči mechanickému poškodeniu ochrany. Posledný nedostatok je však zmiernený prítomnosťou špeciálnych opravných zmesí na trhu.
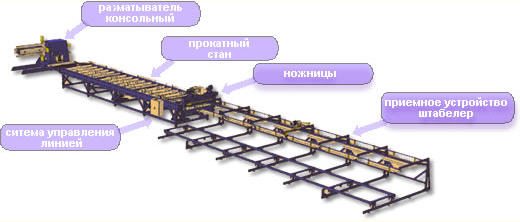
Typická schéma linky na výrobu vlnitej lepenky obsahuje spravidla päť hlavných zariadení:
- Odvíjač - kotúč z oceľového plechu sa položí na hriadeľ a pridrží sa, aby bol privedený na miesto spracovania
- Tvarovacia stolica je hlavným prvkom linky, kde prebieha samotné profilovanie dodávanej materiálovej pásky.
- Riadiaca jednotka - tu môžete zapínať, vypínať a programovať parametre pre pracovné zariadenia
- Gilotínové nožnice - s ich pomocou sa hotový profil rozreže na listy
- Prijímací stôl - spravidla zodpovedá rozmerom vyrábaného plechu (šírka stola je pevná a dĺžka je nastaviteľná). Tu sa hotové výrobky stohujú a balia na následnú expedíciu do skladu.
Dôležitá informácia! Niektorí renomovaní výrobcovia zariadení, ktorí vyrábajú rôzne linky na výrobu: výroba vlnitej lepenky, kovových dlaždíc, iných typov valcovaných výrobkov, vybavujú svoje výrobky ďalšími zariadeniami. Môže to byť napríklad podávací stôl umiestnený medzi odvíjačom a tvárniacim strojom alebo odstrihovacie nožnice, ktoré prispievajú k rýchlej výmene kotúča. Prirodzene, takéto prísady majú pozitívny vplyv na technologický proces, a tým aj na kvalitu hotového plechu.
Hlavným prvkom každej linky je však valcovňa. Pozostáva zo symetrických párov hriadeľov (stojanov) inštalovaných na ráme, ktoré v dôsledku mechanického stlačenia vytvoria na plechu zvlnenie a previnie pásku cez seba.
Čím viac je ich počet, tým hlbší je profil. Koniec koncov, pásku nemožno jednoducho vziať a pri vstupe do mlyna ju nastaviť na požadovaný ohyb (šírka suroviny je väčšia ako šírka hotového výrobku).
V tomto prípade kov pri ohyboch minimálne stratí svoju plasticitu a s najväčšou pravdepodobnosťou sa zlomí. Okrem toho bude v tomto prípade veľmi ťažké pretiahnuť ho cez formulár.

Pri prechode sa pôvodný materiál deformuje z menšieho ohybu na väčší. V súlade s tým priemer tvarovacích valcov rastie od páru k páru a vzdialenosť medzi nimi sa zmenšuje až po posledný stojan, kde vlnitá lepenka nadobúda plánovanú veľkosť.
V súvislosti s popísanými vlastnosťami technológie je prakticky nemožné vyrábať na tej istej fréze výrobky rôznych profilov.
Každý typ vyžaduje vlastnú šírku lôžka v mieste inštalácie stojanov, ako aj zodpovedajúci priemer valcov. Existujú však modely, ktoré umožňujú výrobu materiálu s rovnakou výškou zvlnenia, ale s rôznymi šírkami plechu.
Teoreticky je možné vyrábať aj iné, s nie príliš veľkými rozdielmi vo výške zvlnenia, valcované výrobky. V tomto prípade však budete potrebovať kompletné vybavenie vrátane stojanov a gilotínových nožníc.
Pri zohľadnení nákladov na inštalačné práce sa takéto riešenie z finančného hľadiska nebude veľmi líšiť od inštalácie nového vedenia. Akýkoľvek výrobca sa môže líšiť, je hrúbka kovu, typ jeho povlaku a dĺžka hotovej vlnitej lepenky.
Na rám je inštalovaná elektrocentrála ako pohon, ktorej výkon určuje maximálnu hrúbku spracovávaného kovu a rýchlosť valcovania.
Mlyn však nevykonáva len hlavnú prácu sám, ale je aj nosnou konštrukciou pre niektoré zvyšné zariadenia – minimálne riadiacu jednotku a gilotínu, ktorá tiež zohráva dôležitú úlohu.
Nožnice gilotíny zahŕňajú akúkoľvek výrobnú líniu profesionálnej podlahy. Opakujú geometriu výstupného profilu a majú hydraulický, elektromechanický, menej často pneumatický pohon.
Kvalita výrobkov do značnej miery závisí od nich, pretože okraj vlnitej lepenky by nemal mať otrepy a ohyb vytvorený v bode rezu by nemal ovplyvniť dĺžku plechu o viac ako 0,5 mm (podľa GOST).
Pretože rezné hrany nožníc sú hlavným pracovným prvkom, ktorý ovplyvňuje tieto indikátory, pravidelne vyžadujú ostrenie alebo výmenu.

Na ovládanie celej zostavy mechanizmov slúži riadiaca jednotka. Na začiatku výrobného procesu sa naprogramuje na určitú hrúbku východiskového materiálu, typ povlaku a nastaví sa tu aj požadovaná dĺžka plechu.
Tieto zariadenia majú elektroniku na vypnutie linky v prípade problému.
Výrobná linka vlnitej lepenky vybavená takýmto regulátorom sa považuje za poloautomatickú. Je to spôsobené tým, že plnenie novej kovovej pásky po skončení starej rolky sa vykonáva ručne.
Po zvyšok času zostáva personál (ktorý je zastúpený jedným pracovníkom na väčšine liniek) pozorovať absenciu porúch - zariadenie urobí všetko samo.
A teraz sa musíte už len zoznámiť návod na montáž plechovej strechya váš domov sa zmení!
Informačné zdroje
- Článok z
- Najväčší výrobca strešných krytín
Pomohol vám článok?